You must be logged in to rate content!
24 minute read
Camshaft degreeing 101
Compliments of Jim Weise @ www.v8buick.com
1-16-2011
In the current buildup of Larry70GS's 470, we are going to be running 3 different camshafts, to test the effect of lobe designs and centerlines, as well as one of the first hyd roller cam profiles.
I thought that it would be a good idea to do a little show and tell on cam degreeing, so I took a whole bunch of pictures.
First off, the reason for degreeing the cam in your engine, is twofold. We need to located the camshaft correctly in relation to the crank and pistons, as well as verify that he cam was ground correctly, within reason. It's not unusual to find variation from the cam card in the actual specs, but you hope they are close.
Let's take a look at the three different cams:
Two hydraulic flat tappet designs. The TA 413 nearest in the pic, a Lunati grind from their "Voodoo" line in the middle, and the TA roller.
The TA 413 has a conventional lobe profile, and is built on a slightly reduced dimension lobe base circle.
The Lunati cam uses their more agressive lobes, and has more lobe lift than the TA cam, so it requires a greater reduction of base circle, as well as clearances ground for the lifters on the core itself.
These are both cast iron cores.
The TA roller cam is built off a 1050A Steel billet material, and it's easy to see the design difference in the lobes, that's possible once you add a roller to the bottom of the lifter.
The roller cam also has some unique features- because you have to control the end play of the cam, the nose is counterbored for a cam bumper, and an oil hole feeds oil to that bumper assembly, from the number one cam lobe.
Also, a different fuel pump eccentric is used, much bigger than the traditional Buick one.
Also notice the small hole behind the distributor drive gear- this hole, along with oil leaking from around the cam bumper, is used to provide additional oiling to the all important cam/distributor gear mesh. As with most engines, the distributor gear also drives the oil pump, but our BBB's have the oil pump hanging off the front of the motor, so oiling from splash lubrication can be inadaquate in some situations.
Preparation for cam degreeing:
This is going to apply to new builds, those of you changing cams in your car should get the jist of what we are doing here, but your going to have to work harder with it in the car. You can also do this with the heads on, but that's outside the scope of this discussion. For our purposes, we will assume you are assembling a new engine.
You want to degree your cam, after you have installed the following parts in the block, and I do them in this order:
Complete block prepped and finished with all plugs installed- It's best to have the block all finish prepped, so when you degree the cam, it doesn't have to come out again, for any reason- this prevents mistakes in putting the timing chain back on.
Camshaft installed, all but number 1 lobes lubricated- most builders install the camshaft first, as it's easy to guide it thru the bearings from the bottom, before the crank is installed. Leave the lube off the lobes for number one cylinder, so there is no possibility of it affecting your readings.
Crankshaft installed, Number 1 piston and rod assembly installed.- This is the minimum requirement for assembly to degree the cam. Leaving the other 7 pistons and rods on the bench make it much easier for you to rotate the engine.
Fitting the timing chain
What?... don't you just take it out of the box?
No... While it would be nice to live in a perfect world, the reality is that you need to check the fits of both the cam and crank gear, on your parts. A little fitting here will make you experience with cam degreeing much better.
I use this Rollmaster 9 keyway timing chain on just about every build I do, save for rare ultra "budget" build. For two reasons- First, the 9 keyways will allow you to dial the cam in as close as possible, and secondly, you can buy this chain with larger gears, to account for a closer cam to crank dimension, after the block is line honed. All my complete builds are line hone, it's a manditory machining operation on a 40 year old block, that has gone thru thousands of heat cycles. I can't recall the last time I used a standard dimension chain set, I most often use the .005 shorter set.
So.. let's do a test fit on your cam first with the upper gear..
Vary rarely have I had an issue here, as the cam gear nearly always fits nicely on the cam. It's important to have it be a nice fit, but to allow the cam to move freely in the gear- due to the design placement of the fuel pump eccentric, when you actually put the chain on, you have to rotate the cam to get the chain/gear up over the cam. Then you rotate the cam to align the holes.
fuel pump eccentric pointing to the side, to fit the gear over the cam, with the chain engauged with the crank gear.
Then the cam is rotated with the timing chain "snapped" in place, to align the holes to bolt the gear on, while having the alignment marks between the upper and lower gears in the correct location.
More than likely, with the rollmaster set, you will have to do a little fitting of the lower gear. They typically come out of the box with slight press fit on the crank.. test it first.. and then fit it to the crank- two options here- if you remember, and have your parts when the engine is being machined, bring the bottom gear with you, and have your machinist hone it slightly. If you don't have that option, you can work the ID carefully with some crocus cloth, or fine wet-dry sandpaper, to reduce it's id. If you have a die grinder and some 120 grid cartridge rolls, you can use them too. but be careful, you don't want to get it loose, your after a nice, positive slip fit here.
Now that you have your gear fit, let's take a peek at it. Lay it out on top of the lengend that comes with it, to identify and correctly mark the slots and teeth.

Now, I etch the legend onto the gear, to insure accurate alignment. Let me tell you, this is the number one problem with folks using this set. For each different keyway, you use the corresponding different tooth to line the upper dot on the chain with. If you put it on the 4* advance keyway, and then use the "dot" to line up the upper and lower gears, your going to get gibberish numbers in your degreeing.
The dot is only used with the keyway with the dot, and then we used the corresponding tooth with each different keyway.
If you don't have an etching tool, you can use a white or yellow fine felt tip pen to mark the gear.. but mark it, it will save you time in the process.
A word on the cam bolts- Buick used a reduced thickness head cam bolt, on factory applications, to insure fuel pump arm to bolt clearance. This timing chain set is wider, and you have to move the fuel pump forward to achieve arm to chain clearance, so you can use standard dimension heads on the cam. Personally, I like button head allen bolts, to assure clearance, as well as positive engaugement of my tools for installation and removal.
If your using a factory replacement type single timing chain, you have to use the thin head cam bolts, or these button head allen bolts.

OK, now put the lower gear on the crank, in the zero position (dot).
Notice that the alignment dot for the tooth is not straight up.. but slightly rotated counterclockwise.. reach under the motor and grab the number one counterweight on the crank, and rotate it to get the dot straight up, so your sure you align the upper and lower gears properly.
The correct tooth for alignment, after roating the crank slightly. This is the "zero" setting.
Install the timing chain and line the cam and crank gear dots up, tighten it up just past finger tight with the bolts, and your set to start the degreeing process.
Setting up your degree wheel
Ok, now your ready to start degreeing.
First off, we have to set the degree wheel to a true zero.
So, with the number 1 piston at tdc, bolt your wheel to the crank and then fashion a pointer from an old metal clothes hanger, bolt it to the block, and point it at zero.
Now, we then find a true zero by turning the crank, one way and then the other, so the piston goes .050 down each way.
You can use your magnetic base dial indicator to measure this, a magnetic deck bridge with indicator, or a setup like I have here.. I bought this nice Starret setup about a dozen years ago to check backlash on rear diff gears, but once I used it to find the zero during degreeing, I don't think it's left the engine room.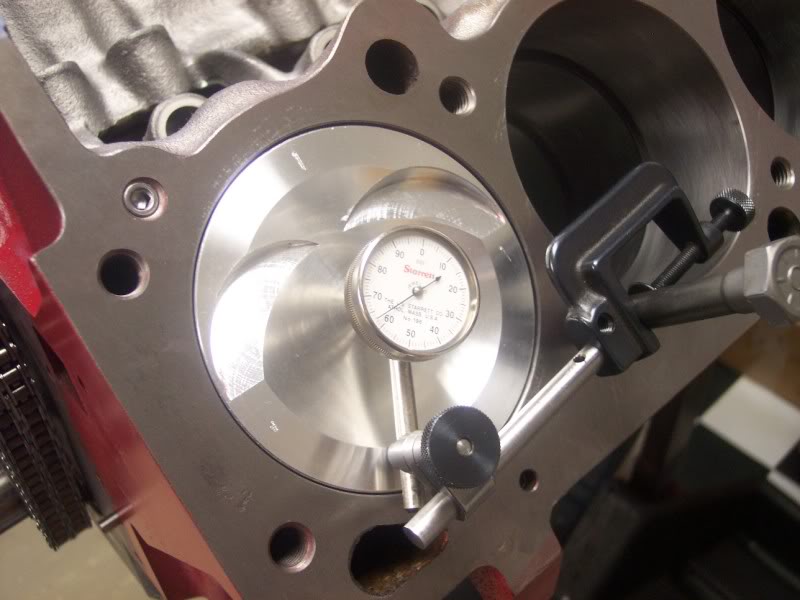
With a head bolt in one of the holes, it's set up to read in the middle of the piston, and stays set up the whole time I am degreeing. It's best to have two indicator setups, because they can stay on either the piston or the lifter, while you are measuring and changing stuff, and leaving them on insures that your readings are not affected by a different setup.
Once I have the indiactor set up, I use it to find the uppermost travel of the piston, and then set the indicator at zero.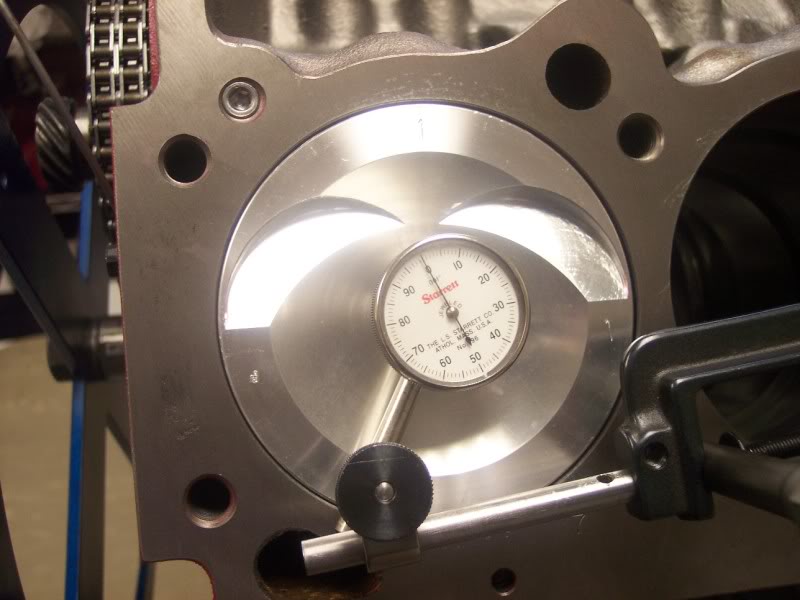
Then rotate the engine clockwise until the indicator reads .050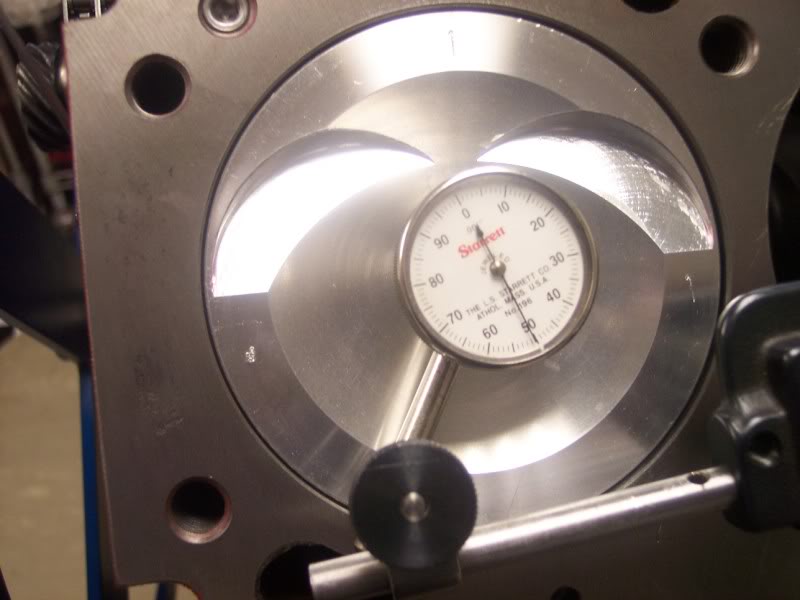
Read the degree wheel..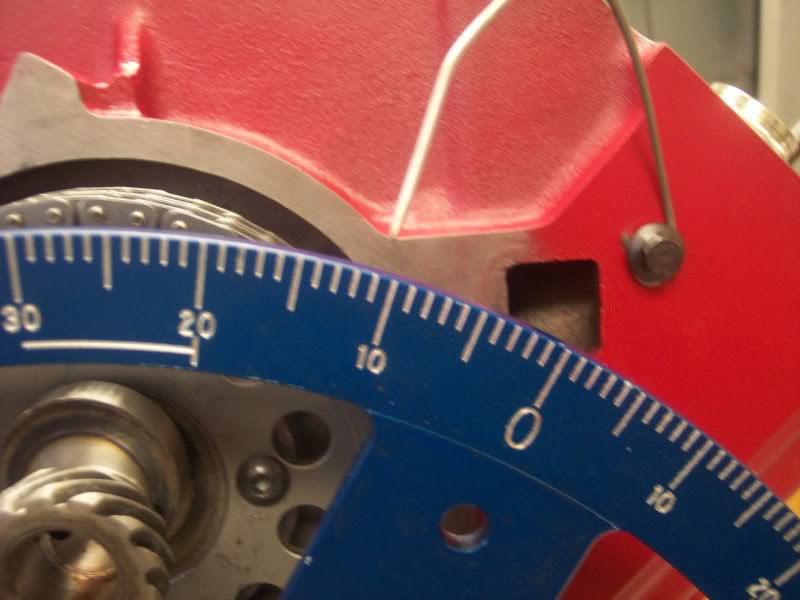
Now, because I have done this so many times with this wheel, I know that it has to read 11.5 degrees on each side, to be a true zero.. so when I see it read 10.5 on the first side, I know I have to fuss with the pointer a bit to get it to read 11.5, or close to that, before I even check the other side.. then..
Rotate the engine counterclockwise until the indiactor reads .050 again.
Read the degree wheel..
Double check this to make sure your wheel reads the same on both sides. Different diameter wheels will move more or less with the same piston movement, so don't worry about that actual number, just as long as it reads the same on both sides.
Once you have accomplished that, then you have a actual true zero setting on the degree wheel.
You have to do this every time you remove the degree wheel to change the position of the lower gear, or your readings will not be accurate.
Setting up the indicator on the lifter.
Here are a few pointers and tips on setting up your indicator to read the lifter.
- The second lifter bore back, on the driver side of the block is number 1 intake lobe.
- Always set up on the outside rim of the lifter, not the pushrod cup.
- If you using an extension like I am on the indicator spindle, make sure you mimic the angle of the pushrod, side to side and front to back.
Here are a few pics.



Make sure your on the base circle of the number 1 intake lobe, as shown.
Now that your all set up, do a test sweep to make sure your indicator is reading properly, and goes back to zero. Turn the engine clockwise two full revolutions of the crank, and watch for excessive runnout on the base circle, and that your indicator is reading properly.
Now, your going to need your cam card..
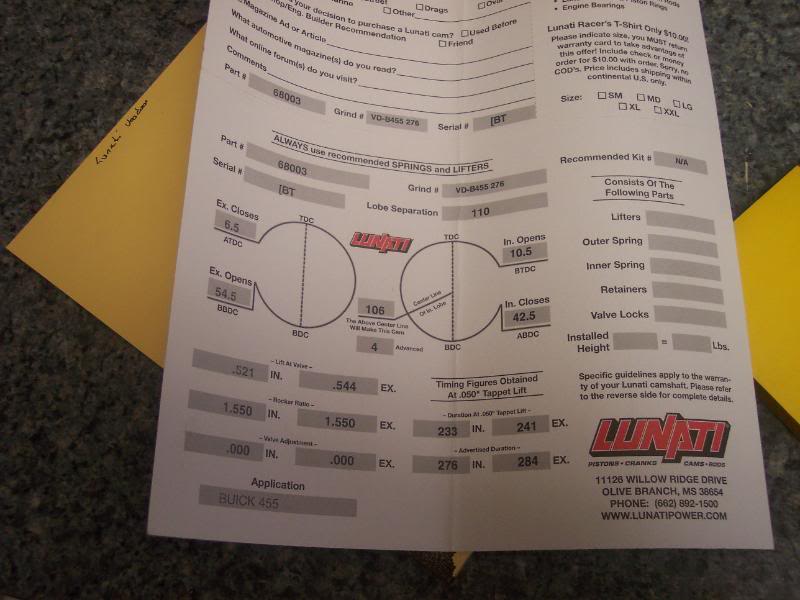
And a piece of paper and pen to record your readings.
Lunati Voodo Cam Degreeing
Let's start..
Timing chain set at zero
Rotate the engine clockwise until the lifter travels .050 off the base circle.
Read the degree wheel..
In this case, it read 12.5* BTDC- I noted that on my sheet.
I then continued rotating the engine until I reached max lobe lift, and recorded that..
.334- recorded it.
Then continued rotating until the lifter was .050 off the base circle, on the closing ramp of the lobe.
Recorded that number off the degree wheel, expressed in degrees after bottom dead center- in my case, 40.5*
Now we do some simple math..
To figure duration:
Add open number to close number plus 180.
12.5+40.5+180= 233*- that is your @.050 intake duration, and it just happens to be exactly the number the card calls for.
Now, to figure position- divide that number by 2, and subtract the intake open [email protected]
233/2=116.5-12.5= 104
So the intake lobe is currently at 104*.. the cam is ground on a 110* lobe center, and to advance it 4 degrees, we want 106*, which the card calls out. But we are at 104, so that's actually 6 degrees advanced, so we want to retard the cam 2*.
So now... turn the motor back to TDC, as indicated by your degree wheel.
Remove the wheel, the chain, and re-index the bottom gear on the crank, in the 2* retarded position
Now, you see I have the bottom gear on the 2* retarded keyway, and am useing the tooth mark 2* on the "R" side, to line up with the dot on the upper gear. Wish I would have marked that with white pen, gear markings don't show up as good in the pics as they do in person.
Here is a better picture of the gear..
Now we set the wheel up again, and re-do our true zero location process.
And then we read the .050 on the intake lobe again..
10.5*. That's more like it.. we are 2* retarded from our last reading.
Then spun it around to read the .050 on the closing ramp..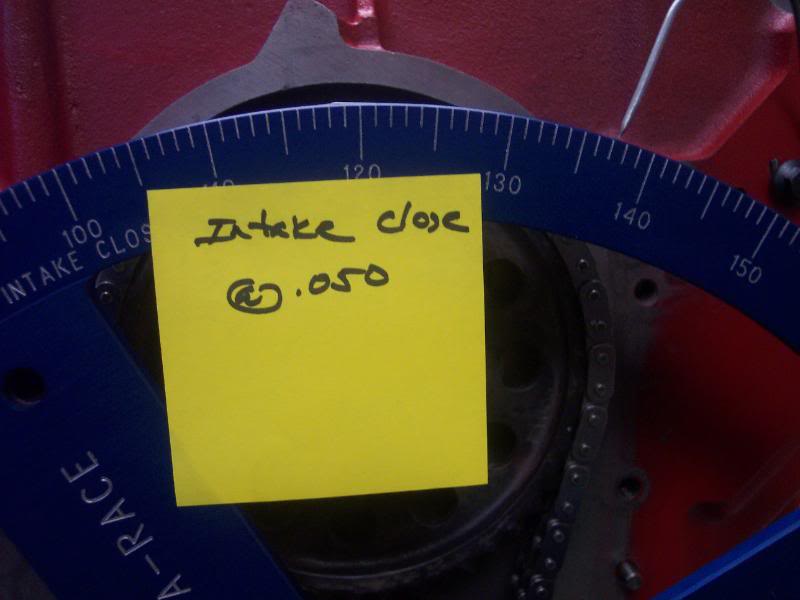
42.5*..
Did the math.. 10.5+42.5+180=233 233 divided by 2- 10.5 = 106.. right where we want to be.
So our location is correct.. now let's look at advertised duration. This number is derived from a .006 lifter rise, instead of .050.. so we turn our degree wheel till the intake lifter is .006 up on the lobe
32.5
Close
71 (remember, we want the close number expressed in degrees after bottom dead center. 109 (our reading) - 180 (BDC) and we come up with 71. A lot of degree wheels will actually have two sets of numbers on them, for this purpose.
To figure advertised duration.. 32.5+71+180..283.5..
So we have learned this about our intake lobe
Advertised duration 283.5
@ .050 duration - 233
Lobe lift - .334
Vavle lift (lobe lift times rocker ratio)- .334 x 1.6(roller rockers) = .534
And we have determined that our cam is installed with the intake lobe centerline at 106*
______________
Now let's go look at the exhaust
Set up on the first lobe.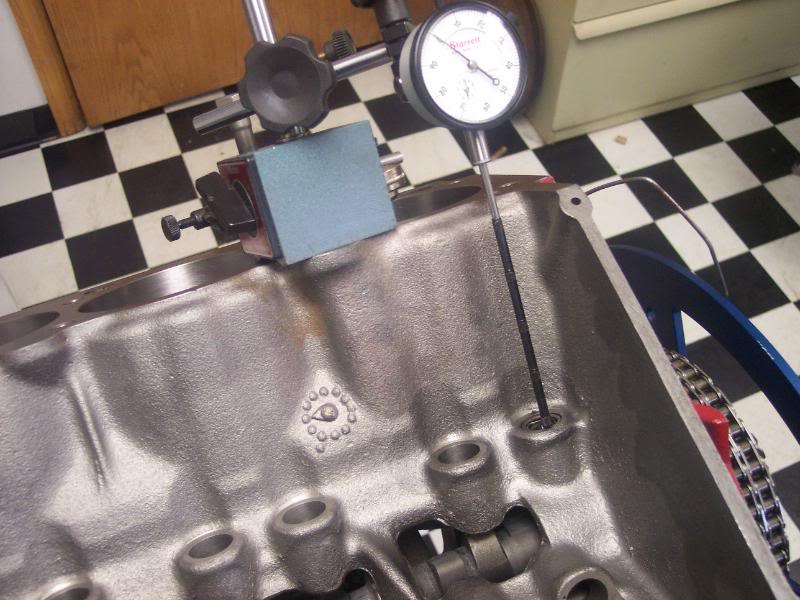
Now I spun the motor around and whatched the lobe go thru it's cycle, and noticed that the base circle has about .002 runout..
Not the end of the world here, and I will typically allow up to .003 or so, depending on where that runnout is occuring. I am a little more tolerant of it in the middle of the base circle, than right before or after the lobe.
Read your open number @.050.. and express it in degrees before bottom dead center.
with our cam here.. 53* BBDC
Look at your max lift..
this cam was .344
Now rotate to the closing number @.050
our cam came in at 7* ATDC
So, our exhaust duration at .050 is (open+close+180) or 53+7+180= 240* - just 1 degree shy of the cam card.
We also now can look at out sheet, and see that with the intake opening at 10.5* BTDC, and the Exhaust closing at 7*ATDC, we have an at .050 overlap (both valves open) of 17.5*
That's a critical number because it's what I use to base my decision on when picking a cam that has to run the power brakes.. and anything past 15* of overlap starts to get dicy.- and it begins to depend on intake manifold design and carb sized in a 464-470 inch motor as to if it will have enough vacuum to run the brakes.. the threshold is right about 10" at idle. IN this build, with a big single plane intake and 1000 cfm Holley, I am thinking it's going to be touch and go. Right then I took the distributor apart and put the bushing on the stop pin for the advance, which ended up putting allowing 19* of intial timing, with a total of 34*. It will need every bit of that initial advance to make vacuum.
So now, go thru and check the .006 lifter rise duration numbers on the exhaust.. I found the cam to have 285* of advertised duration.
And one last thing you can do with math, not that you have all the numbers.
Figure Lobe Center Separation.
Here's the formula
Intake [email protected]+Exhaust [email protected] (233+240)= 473. Now divide that number by 4 (118.25)= A
Intake open number @.050 + exhaust close [email protected] (10.5+7)= 17.5 Now divide that number by 2 (8.75)= B
Now subtract B from A 118.25-8.75= 109.5 - that's the Lobe center separation of this cam. Advertised at 110, half a degree can be just measurement error.
Now, there is one other way of determining position. That's called the centerline method.
It's much simpler, but doesn't provide all the information about the lobes.
With the indicator set up on the intake lifter on number 1 lobe, simply find the point of max lobe lift. Then reset your indicator to zero at the point, and go .050 on either side of the point. Record the degree wheel numbers on each side.
Mine read 62* on one side, and 149* on the other.. and by averaging those two numbers (add together and divide by 2) we come up with 105.5*... and half a degree can easily be measurment error.
WE have now completed the degreeing in of this cam.. no big suprises were found, it was close to the card, and we know it is in the correct position.
After all this, now you understand why some of us roll our eyes when a person is asked "where is that cam in at" and the answer give is "straight up"...
Typically I resist the urge to backhand him across the face, and just assume that he has no idea where the cam actually degrees in the engine. Just because you line the dots up on the timing chain, means nothing.
In this case, the cam would have been 6* advanced, with an intake centerline of 104*.
TA Hyd Roller degreeing
Card specs @.050 235/247/113 - 365/365 lobe lift
IN goes the roller stick..
Chain back on zero
Careful setup on the roller lifter body

With everything zeroed out and ready to go, we get some numbers..
Intake open
Intake close

-.5+54.5=180= 234* duration
ILC= 234/2= 117- (-.5) so we are at 117.5 ILC
We can get there with our 8* advance keyway.
Intake open

close

IO at 8.5*BTDC, IC at 45.5 ABDC
234 duration again, with an ILC of 108.5... half a degree more than recommended on the card.. We will run it there.
Other specs measured
Exhaust duration at .050 247*
Intake lobe lift- .359
Exhaust lobe lift-.366
Advertised duration (.006) 290/317
Lift at valve - .574/.585
@ .050 overlap- 16*
Advertised overlap- 83.5*
Good to go..
Specs at a glance
.............. Lunati 68003......................TA 413......................TA roller cam
Intake
@.050 dur .......233*...............................232*.... .......................234*
Lift at valve.....534.................................500. ............................574
Advertised dur..283.5*.............................284*...... .....................290*
Exhaust
@.050 dur........241*................................243 *...........................247*
Lift at valve.......550.................................50 5............................584
Advertised dur...285*.................................290*... ......................317*
@50 overlap........17.5*.............................. .13*............................16*
.006 overlap........64.5*.............................. .59*............................83.5
Now off to the dyno to see how they work.
1-29-2011
Scott,
Although I might have not mentioned it, I did do the centerline method on all three cams, and came out within a 1/2 degree of the above forumla's results- for both the centerlines of the intake/exhaust, the cam's LSC and the Installed lobe center of the intake. I had wondered about the Assemetrical lobes on the Luanti cam, but as you said, it worked out in this instance.
I personally always prefer to do the .050 open/close method for ILC... the centerline method simply doesn't give the installer enough information about the lobe.
So I always teach that method, and advise folks to use it, even if they prefer (or the cam dictates) to use the centerline method to find ILC.
Thanks for the input
JW
1-30-2011
Jon,
Put simply, anything that helps combustion efficiency, which helps the motor run smoothly, will help vacuum.
In this case, blowing off a bunch of compression at low engine rpm with a cam with excessive overlap, requires more ignition lead to get a more complete combustion.
I could go into a deep theoretic analysis of flame front speed vs piston position vs relative cylinder pressure at idle, but it ends up being mumbo-jumbo at some point to most all of us.
No offense intended to the engineering types among us..
The key thing to remember is that the bigger the cam, the more initial advance it wants.
Here are my simple guidelines
Initial advance....... @.050 overlap
4-10 degrees........... Less than 5*
10-15 degrees ......... 5*-12*
15-20 degrees ......... 13*-18*
20-25 degrees ..........19-30*
Locked timing- ..........30* and up
General guidelines for sure, as there are a lot of other factors, but these have always suited me well.
IN all cases, total mechanical timing should be limited to 34-36 degrees.
Nice detail and photos!
Posted by Diggymart on 4/29/19 @ 12:11:26 PM