You must be logged in to rate content!
41 minute read
400/430/455 Block ID, Prep and Oiling mods
Compliments of Jim Weise @ www.v8buick.com
10-8-2010
For a while now, folks have been asking me to finish the page I did on this topic, on my website, but I figured a thread here would be easier to find, and seen more often.
As a disclaimer..
This is not meant to be the end all and be all of block/prep and mods.. just what is done here at TSP. Others may have some other ideas.
I will say, that I have never broken a block, from overstressing it, in a customer's engine. I broke one years ago, in my own race car, at the 540HP level, after many, many passes on the dragstrip... split it from the number 3 cam bearing, to the number 3 main.
Part 1
Block ID and basic prep.
Block casting number
67-76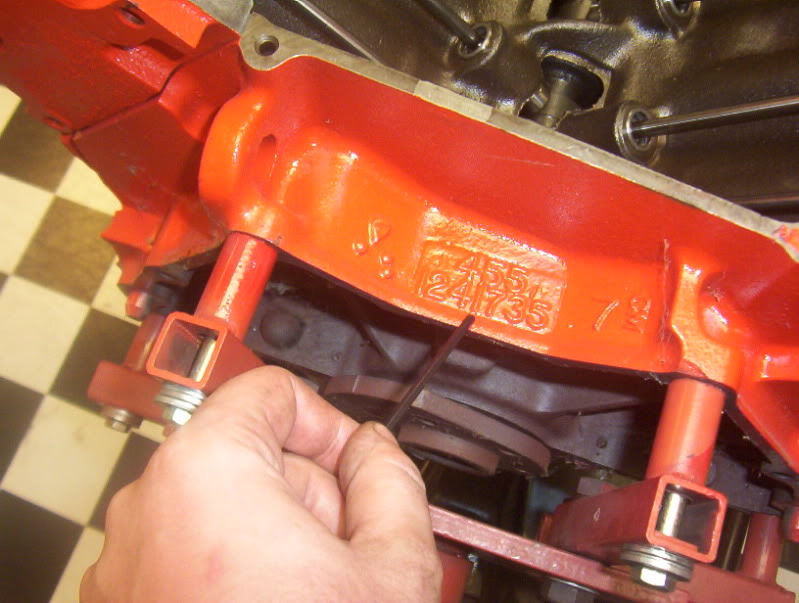
All the BBB's have the casting number here.
Here are the 455 numbers, since those are the most desired..
1970/early 71 - 1231738
Late 71-Mid year 72- 1238861
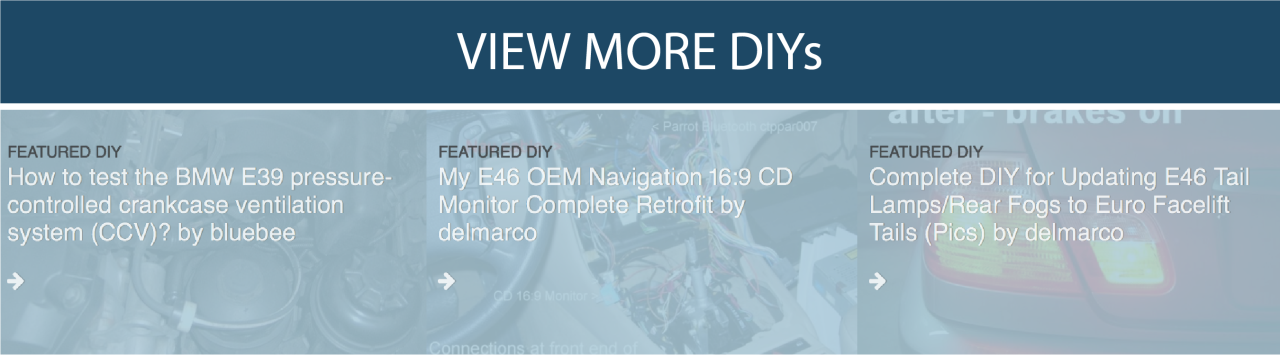
Late 72-76 - 1241735
The blocks are typically reffered to with the last three digits of the casting number.
"Blue Blocks"- Often on the board here, you will hear that term thrown around. In 1975 GM mandated that all engines were painted the same color, which was a medium blue. When someone says a "Blue block, they typically mean that they have one the later blocks, which were somewhat thicker in the cylinder walls and deck surfaces, due to a new mold being made around that time by the factory. It's thought that they added the material because the later low compression smog motors ran hotter, due to the tune up, but I beleive it was simply just the way they made the new mold.
All of these blocks were 735 blocks, and they have 455 cast in them here..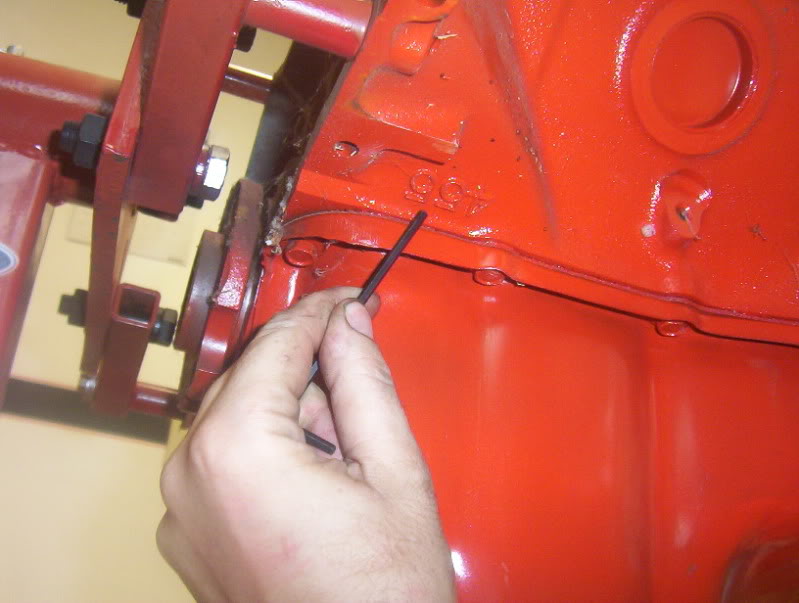
It should be noted here that all blocks are subject the the issue of core shift, read the sticky on sonic checking blocks in this forum. Don't assume because you have a late block, that it's suitable for your build.
Block VIN number
The second digit of the VIN number tells you what year car the engine was installed in. There are several locations for the VIN number
738 casting, 1970..
738 casting, early 1971
close up of a 70 VIN number
It's overall location- Driver side, on the deck surface, between number 1 and 3 spark plugs
861 casting, late 71-mid 72
Under the Driver side cylinder head

735 casting mid 72-76
Stamped vertically on a machined surface of the block, just to the left of the timing cover, (while looking at the front of the block). Just above the oil pressure sender, on the front of the block.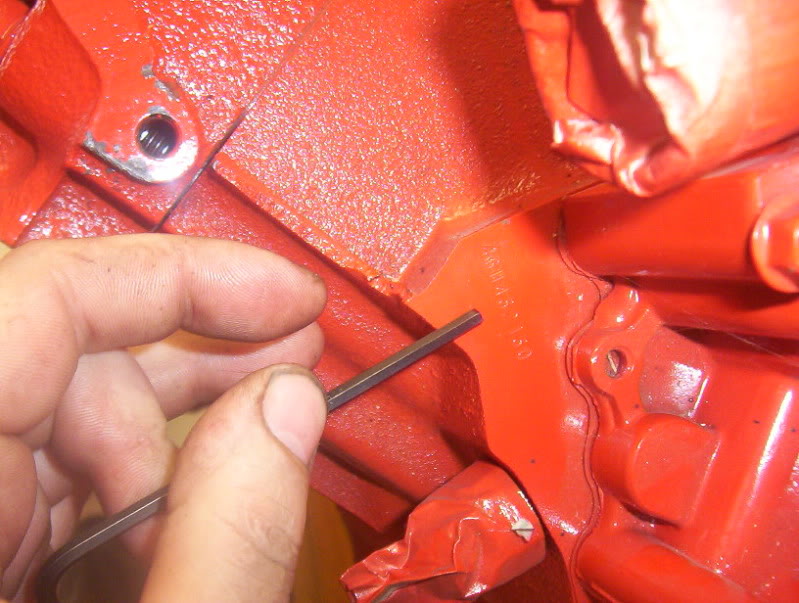
The first digit will always be a 4 as it was GM's code for the Buick Motor Division, the second digit is the last number of the year of the car it was installed it.. example "0" for 1970, 1 for 1971 ect..
Stamp codes
Used to ID the particular model of the engine, within a given year. All BBB's have this stamped near the dipstick hole, on the Driver side deck surface.
There are mulitple sources on the net to find these codes, but suffice it to say, anything that the second letter is "S" means it was originally a Stage 1 equipped engine.
This particular example is the common 1970 Big car and Riv motor. The stamp can be anywhere in this area of the deck that was exposed by the heads, and is often corroded really badly, mis stamped, double stamped, or missing all together. Although a critical factor in determining an original STG 1 engine, for general hot rod engine building, I like to use the second digit of the VIN to ID the year of the block, because what cam the factory used in the early 70's means nothing if your building a hot rod motor. And this stamping just indicates the particulars of that engine model. Some will tell you that all "SS" 1970 motors had a 5/8 pickup tube and 5/8 oil passage to the pump in the block, but I have seen several that do not. Once again, be careful of assuming anything, when it comes to factory built stuff.
Date Code
A letter, indicating the month of the year, and one or two numbers, indicating the day of the month that this block was cast.
Starts with an A for January, and goes thru M for December- in order.. but there was no "I", as it could be confused with the number 1.
Located in two different spots- on 738 455's, and the early 400/430 it was here, on the passenger side of the front of the engine, next to the timing cover.
On 861 71's and later blocks, it's in the lifter valley.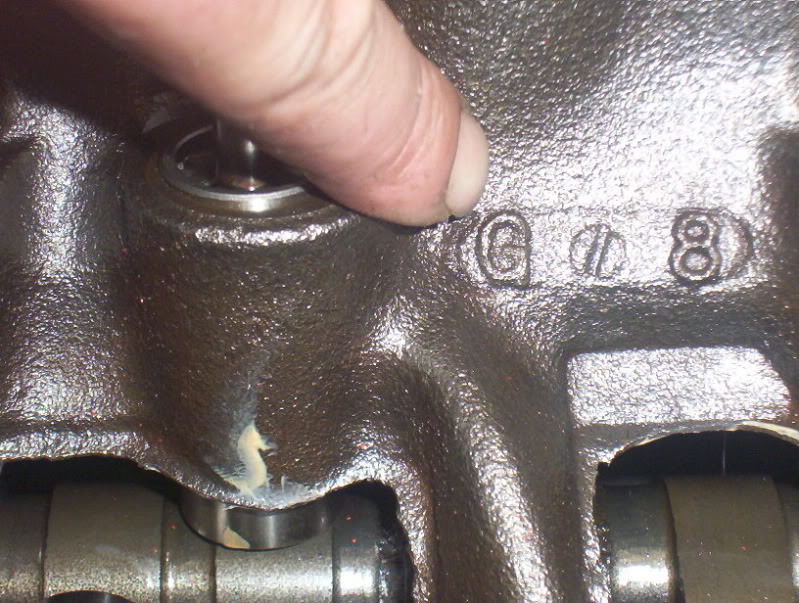
That's all for block ID.. the next post in this thread will cover basic block inspection and prep for the machine shop.
Block Inspection
Once you have Id'ed your block, it's time to inspect it to see if it is useable for your build.
Your first inspection is for core shift, assuming your dealing with a core block that appears to be in good shape, meaning it had no excessive rust or other damage to the cylinder walls, lifter bores, and main housings.
Refer to this thread to learn about the issue of core shift, and how it relates to your block.
http://www.v8buick.com/showthread.php?t=171953
Block Prep
Assuming your block passes the visual and sonic checks, and is suitable for your build, it's time to prep it for machining.
First, we need to strip the block.
This is pretty basic, you want to get the block down to it completely stripped form.. and you can save some money by doing it yourself, there is no real rocket science going on here.
The one thing that might trip you up is the cam bearings, they need to come out, and it does take a special tool to do this. If you don't have it, I suggest you have your machinist pop them out for you, when he sonic checks your block.
Other than that, just knock out the frost plugs by useing a hammer and old screwdriver to get them to tilt in, so you can get the large screwdriver blade behind them, and pop them out.
Now you need to remove the galley plugs, front and rear, and this can be a bit tricky.
More often than not, heat will have to be applied to the rear galley screw in plugs, to get them out.
An acetelene torch is excellent for doing this, heat the casting around the plugs, give them a light rap with a hammer, and then remove them with a 1/4 inch square drive socket, or extension.. I like to do it with a quality 1/4 to 3/8 drive adapter, and a long handle 3/8 ratchet. Go easy here, don't break off the socket in the plugs, use the heat and the hammer taps as your friend. They will come out, I have taken out hundreds over the years, even on some rusty blocks, with no problem.
Next, you need to remove the front galley plugs, and there are two ways to do it.
First is the easiest, and only requires a long screwdriver or piece of wood or metal stock.
Your going to punch them out from the rear, make sure your tool of choice is long enough.
Just put it down the hole on each side, and tap them out.. they come out pretty easy.

Now, if you can't get the rear plugs out to do it this way, all is not lost. Let your machine shop deal with the rear plugs, and you can just pull out the front ones.
To do this, simply drill a hole in each plug, and use a sheetmetal screw, threaded into the plug, and then lever it out with a set of diagional cutters or use a slide hammer, whatever you have handy.
Purpose of the modification: To provide a positive seal at the front of the main galleys, at higher than stock oil pressures.
Background: For assembly ease at the factory, they simply installed a small cup plug in the holes, and staked them in. This was fine for production engines, with their low oil pressures, but we can do better.
When to do: All engines
Tools Required:
- 1/2 drill
- 37/64 drill bit, with 1/2 shank
- 3/8 NPT tap
- 5/8 12 point or 9/16 square drive socket, 1/2 drive, with 3" extension and ratches
- Die grinder with roloc adapter and brown pad
- 5/16 allen wrench or socket
Our first oil mod, if you can call it that, is to install these special screw in plugs.
They come from TA performance, PN 1519, for about $6. These are special teflon coated 3/8 allen head pipe plugs, with the passenger side plug being milled down, for clearance for the oil gallery passage, that is right behind this plug.

And you need a good 3/8 NPT pipe tap.

First, start out by cleaning out the holes with a 37/64 drill bit... if you don't have one, you will have to buy one, as it is used in one other modification.
Clean out and dill both sides slightly deeper than they already are. This will make your tapping much easier.

Now, that your ready to tap, you need something to turn that 3/8 NPT tap with.
Two possiblities..
a 5/8 12 point socket

or a 9/16 star drive socket,

Either way, make sure they are 1/2 drive, as you will be using some muscle on this tapping job. I like to start it with a short extension and my 1/2 ratchet, and then once it's started straight, I will switch to my 18" long 1/2 ratchet, for less effort, and more control of the tapping.
Speaking of starting it straight..
Start with the thick plug, in the Driver side galley.
Use a carpenter's square to insure your driving the tap in straight.


Now, when you get the tap about 1/2 way in, then you want to start fitting the plug.. the trick here is to tap the hole just deep enough, so that when the plug tightens up, it's flush with the face of the block. Make sure you blow the threads out with compressed air, when you do this.

And after a few more fits, with some tapping in between, we arrive at our correct depth.

Now do the passenger side galley, that uses the thin plug- same proceedure, but it's even more imporant to sneak up on this one with your tapping, so your plug is flush with the block when it's done.. if you look in the hole on the passenger side, you can see the oil passage behind it.. this is the main feed to the RH galley, which feeds the RH lifters as well as the Mains and Rods. THIS PLUG CANNOT BE PUT IN DEEPER THAN FLUSH WITH THE BLOCK. Be careful.
Sneak up on it..

Finished..

Then I like to take a 3M scotchbrite roloc pad, and clean up the burr that the tapping will raise, on the face of the block. You can clearly see the oil passage in this picture, behind that RH plug.

And then your finished.

10-10-2010
The first hard core oil mod. No enlargement required on 71 and later blocks, as the factory already has the hole at 5/8, but a little radiusing never hurts.
Purpose:- To insure adequate oil delivery on the suction side of the pump, working with the 5/8 diameter pickup tube.
Background: The factory suction feed passage in the block, on most 70 and earlier 455's is 1/2 inch. The Factory found this to be inadequate, and a running change was made in late 1970 to update all future engines to a 5/8 diameter passage.
When to do this: All engines builds.
Tools required:
- 5/8 drill bits- 6" and 12"
- 1/2 electric drill
- die grinder with oval and flame shape 1/2" carbide burs and a 1/2 cartridge roll setup
This mod is pretty straight forward, but there are a few pointers I will share.
First off, you need both drill bits, the short and long one.. starting with the long drill be makes it unnecessarily difficult to start the hole straight. TA performance can supply you with the long 5/8 drill bit.

Starting with your short bit, start drilling slowly, and watch so that your keeping the hole centered.

Keep drilling a little ways, then clean the shavings, and watch so that you keep the hole centered.
Switch to the longer drill bit when you run out of room with the 6" bit, and it will take every bit of that 12" length to get the hole drilled out, all the way to the pickup tube.
Now put the 6" bit back in your drill, and we will work the short passage from the pickup tube to the main feed hole.
Again, keep the hole centered- it's a bit trickier to do, as your drilling at an angle.

As you can see, I wasn't perfectly centered on this hole to start with, so I worked the drill, tipping it slightly to the outside of the block, to straighten my hole out as I went. I have done many of these, and it's not uncommon to start a little off with this one. It's no big deal, don't panic if this happens to you.. just correct it slowly as you go.
Now, once you get to the intersection point of the two passages, the drill will want to twist out of your hands, due to how the drill does it's work. The point will break thru, and leave a ridge of material that catches the drill bit.

There is no need to fight this.. once you get this far, put your 1/2 carbide ball in the die grinder, and finish the hole. Also, take the square corner off on the side where the oil is going to turn the corner, and put a nice radius on it.
Then use your cartridge roll to polish it up, and smooth it out. I will actually use a short and long arbor, to polish the entire hole, so as to provide the smoothest path for oil flow to the pump.

Finally, I go back to the front, and take the square corner off the block, using the imprint of the old gasket as a guide. The oil has to turn a corner here, as the hole into the oil pump is at the other end of that oval passage.


And the finished modification, after polishing.

Add a new 5/8 pickup tube, and your all set on the oil delivery side.
As I mentioned earlier, on 71 and later blocks, the hole is already 5/8, you will just be radiusing the intersection of the two holes, and then the front of the block, and polishing the passage.
Main Feed Enlargement/radius work
Purpose: To insure adequate oil volume delivery to the Passenger side main galley.
Background: For Grandma's Electra, that never saw the high side of 4000 rpm, with the factory built tight main and rod clearances, the main feed hole was large enough to do the job. But when we open up the main and rod clearances on a performance engine, we want to ensure adequate oil volume.
When to do: All Performance builds with clearances .0025 and above, and all engines that will be operated over 5500 rpm.
Tools required:
- 1/2 drill
- 6 and 12 inch long 1/2 drill bit
- 37/64 drill bit
- 3/8 NPT tap
- Die grinder with 6" long 1/4 and 1/2 inch flame and ball carbides, cartridge rolls.
Supplies required:
3/8 to 1/4 inch NPT pipe bushing
Before we get into the actual mods, let's take a minute to look at the oil flow, from the pump outlet, to the Pass side main galley.
There are actually two passages involved here. I used my 12" long carbide to illustrate them.
Up from the passenger side of the block, to the cam tunnel.

This hole has the oil pressure sender on the end of it. It does not come out at the main galley, rather at the cam tunnel.

This hole actually is intersected by a hole drilled from the number 1 main saddle, to deliver the oil to the passenger side main galley. If you have ever wondered why the oil hole on the number one main is so much bigger than the other 4, now you know..

The intersection point is here:

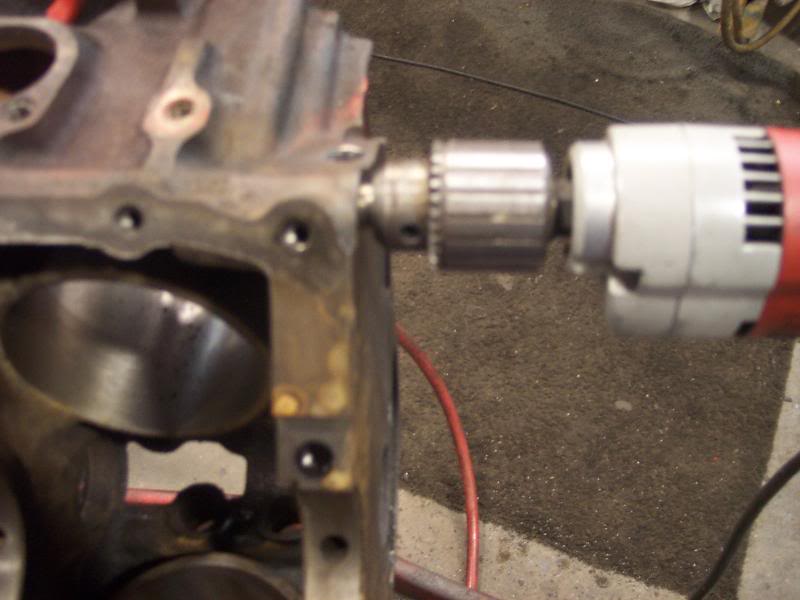
So let's start with our 6" 1/2 diam drill, and enlarge the hole from the sender up to the cam tunnel. As before, keep your drill centered.

Once again, when you break thru at the intersection point from the front of the block, you will get that ridge that will want to snap the drill out of your hands..

As with the feed passage mod, take your die grinder and carbide ball, and grind that sucker out.. don't make this harder than it has to be.

Now, center your drill in the hole on the other side of the intersection point, and continue drilling, a little at a time, taking the time to remove the shavings and watch the hole, to make sure it stays centered in the block.
After you bottom out with the 6" bit, go to your 12" one, and finish the hole.


Stop drilling at the cam tunnel. You will know when you get there, as it will want to snap the drill out of your hands.

Now, we have a rough edge and incompletely drill hole to deal with, when you don't push the drill all the way thru, but stop at the cam tunnel. You will get a ridge exactly like we dealt with earlier. To deal with that take your 12" flame shape carbide and finish the hole out nicely.

Now, for the short intersection passage that comes up from number one main, use a 12" long 1/4 inch flame shape to enlarge just that short section of the hole, between the main feed, and the oil galley. Do not drill that factory 7/16" hole to 1/2", as you will weaken the number 1 main.


Finish up all the holes, including where the oil goes into the passenger side galley, with your 1/4 inch round ball, radiusing down all the corners that are in the way of oil flow..

Move to the front of the block now.
I take my 1/4 flame shape and elongate the oil hole into the block, using the old gasket imprint as a guide. I want to take off the corner a bit, but also enlarge the hole. You can't drill it, it's already 1/2 inch, and you will run into the gasket sealing area, so you just want to enlarge it a bit by elongating it.

Then I take my 1/4 inch ball, and cut the corner off inside the block, where it flows into the main feed, to smooth out the transition.

Now we need to get some threads for the sender.
Chuck up your 37/64 drill bit.

And again keeping it centered, drill the main feed hole out, until you reach the intersecting passage from the front of the block.

Now with your 3/8 NPT pipe tap, thread the hole. It will go in about this far, to sufficiently install your brass bushing. Keep it straight..


Make sure you test fit your bushing.. it should go in this far, hand tight..

That completes this modification.
10-11-2010
Main bulkhead enlargement
Purpose: To increase oil volume to the number 2 thru 7 rods.
Background: We want to drill out the number 2, 3 and 4 main feeds, from the galley. There is no need to drill number 1(huge already) and number 5 main, as they both only feed 1 rod bearing. Inadequate oil volume and pressure at number 4 main is the reason number 7 rod bearing fails so often.
When to do: All engines that will be operated above 5500 rpm, with rod and main bearing clearances at .0025 or above. I do not do this on street motors less than 500 HP, as they typically peak their power around 5500 or less, and the less material I can take out of this area, the better. This is also a bit trickier modification.
Tools required:
- 3/8" cordless drill
- Standard length and 12" 11/32 drill bits
- Die grinder with 6" long ball carbide
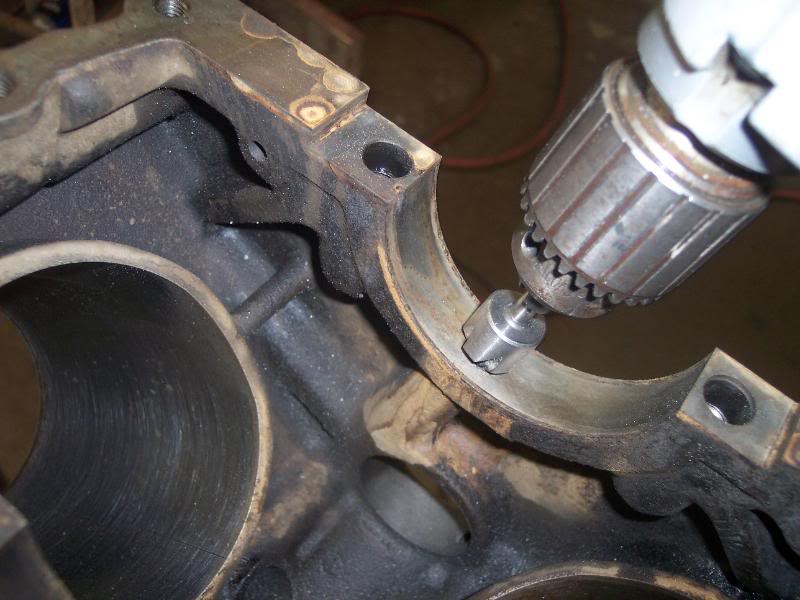
Because this hole intersects the cam tunnel, this is the only hole we will drill in the block that we are not centering in the casting. We want to cheat this hole to the outside of the block, so that when the drill passes by the cam tunnel, we don't overly enlarge the slot that is already there.
I like to use a 3/8 cordless drill, with the short bit, for better control, when starting this hole.

Cheat to the outside..


This keeps it away from the cam tunnel.

After you bottom out with the short bit, go to the longer one, and drill all the way thru to the galley- look down from the front, to make sure you made it all the way thru.

Now, you always will enlarge that slot in the cam housing a little bit, so we need to take the burr off of that slot. Use your die grinder and 1/2 ball carbide, just lightly touch it.



Now drill the oil hole in the upper main bearing shell to 11/32, on the 2,3 and 4 shells.
That completes this modification.
Oil hole chamfer at the main saddles
Purpose: To correct the factory mis-alignment of the block and bearing oil holes.
Background: All BBB's suffer from this. The factory was not real precise as to lining up the oil hole in the bearing, with the oil hole in the block. Number 3 main is the worst offender, often your only getting half the bearing hole actually exposed to the incoming oil, from the block.
When to do: All engines
Tools Required:
- variable speed drill
- 45* chamfer bit
- 45* stone
Supplies required:
Upper main bearing shells
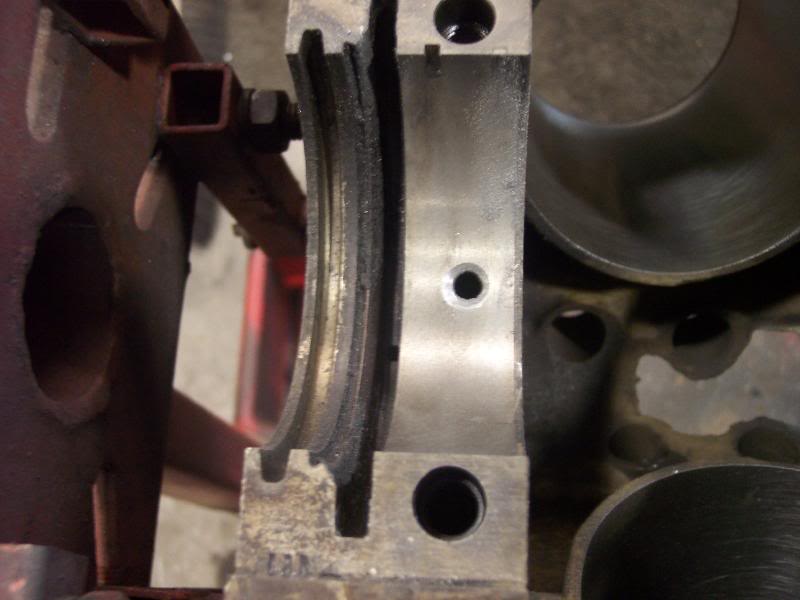
Here are some examples of the common mis-alignment problem, all blocks suffer from this. Take a look at the witness mark that the original upper shell left on this block, and you can see how much of the actual oil hole to the main was plugged.

Here's your tools

I like to use my 1/2 drill for this, as it has a lot of torque, but can spin at a slow speed.. now granted, you could do this at a fast speed, if you went out to the machine tool store, and bought a tool designed for cast iron, but this one is easier to find.. it's a wood/metal chamfer tool available at all hardware and home stores. Just spin it slow. Then the 45* stone will finish the surface nicely.
I do the front main also, even though there is no alignment problem, just to break the corner of the hole.. this is where cracks start, right at the oil hole in the mains.

Don't be afraid to cheat side to side a bit with the chamfer tool.. this is number 3 main, and you can easily see how out of line it is. The bearing hole is in the center, the block hole is toward the rear of the engine. I cheated forward with the chamfer tool, verify that it's now exposing all the oil hole, and then go back with my stone, to put a nice finish on the block.
This is it roughed in..

This is the finished number 5 main hole
compare that to where we started..
and the whole block..

A simple common sense mod, that is overlooked by far too many folks. I have seen many "professionally built" motors come in the shop here, with half an oil hole showing on several of the mains.. MMMnnnn wonder why the rod bearings failed..
LH Deck oil hole plug
Purpose: Plugging an unneeded pressurized oil hole, at the deck surface on a 455, or any BBB that you have converted to thru the pushrod oiling.
Background: When first developed, the 400/430 motors oiled the rockers thru two holes in the block, one in each deck surface, to corresponding holes in the heads. When the factory went to pushrod oiling in 1970, they eliminated the hole in the passenger side of the engine, but had to keep the one in the driver side, as this hole, on the other end of it, is the hole that allows oil to feed to the driver main galley, across the front cam bearing. Since drill bits make straight holes, we end up with a pressurized oil hole at the deck, that head gasket has to seal. No real problem with that at 45psi, but when you push the oil pressures up to 75+, it can leak oil out the head gasket.
When to do: All 455 engines, or any BBB that has been converted to thru the pushrod oiling.
Tools required:
- 1/8 NPT tap and holder.
- 3/16 allen wrench
Supplies required:
- 1/8 NPT allen head plug.
Pretty simple here.. tap this hole.. it's already the correct size, for the 1/8 NPT tap.

the only trick is tapping it at the right angles..


Test fit your plug, make sure you tap it deep enough, so that it's below the block deck surface. Please pardon the blurry pictures.. I will take new ones, the next time I do this..with the camera on the correct setting..


If your not having the block decked, take your brown roloc pad and knock down any burs you raise.
Bypass line
Purpose: To equalize the pressure at the front and rear of the main galley.
Background: Back in the late 80's, when Mike Bucy and I first got together on to go drag racing, we were sitting around in his garage one winter day, and examining the oil system of our 455.. we had problems with hurting the number 7 rod bearing, it always looked more worn than the other ones. I surmised that it may be due to oil pressure dropping off at the end of the block. Now the factory combated this problem, by necking down the passenger side main galley, to maintain pressure at the rear of the block, but in applications where the engine regularly sees rpm in excess of 6000, and additional oil feed to the rear of the passenger galley, is beneficial.
When to do: Any engine that will see serious duty, above 6000 rpm. Those are serious street/strip /drag race only motors, that produce their power up at those levels.
Tools required :
- 1/4" NPT tap
- 7/8 drill bit
Supplies required:
Various -6 A/N stainless fittings, brass street elbow, as pictured.
While I did not make this modification in our subject block here, I do have pictures that I will show, of previous motors done this way. The trick here is to keep the line in the bell housing, below the plane of the casting, to insure adequate line to flex plate/flywheel clearance. You typically must re-tap the hole in the block to allow your street elbow to be fully seated, for the best clearance.
While there are a few different ways to do this, I prefer this line routing, as it allows for the use of any Starter Motor, and well as provides a balanced oil pressure gauge pickup point, at the back of the engine.
Here are some pictures.

You pick your oil up at the factory sender hole.. in this case it was tee'ed to allow for the feed for the Vortec Supercharger oil feed. The line then runs down the passenger valve cover, to the rear.

We then turn it at the back of the engine, with a 90* hose end, and use a pressure adapter there, for the connection to the second line, that leads to the rear of the block.. I drill a hole the LH bell housing, and feed the completed line thru that hole.
This is the fitting you will use at the rear of the passenger side galley.

One note.. notice that on that picture of the motor I sent overseas, I used a number 3 braided line for the gauge.. this is the only type of oil pressure line you should be using! Nylon tube rubs thru and kinks, and copper lines tend to crack, small ones give slow oil pressure readings.
This is the final oil mod i this series.
While there is one exotic, direct overhead oiling system that can be done, it is out of the mainstream for 99% of the motors being built out there.
I will discuss it briefly.
That one involves plugging the front and rear of the passenger main galley, and drilling just a .060 hole to feed the lifters. The rear plug is in front of the feed for the # 5 main, so the bypass line is the only feed to the rear main. Number 1 main is fed as the factory intended. Number 2,3 and 4 mains are feed thru overhead lines, and distribution system, under the intake. We actually drill the main feed holes, all the way thru to the valley, and then press steel tubes in past the camshaft, to isolate the mains. This has to be done, because in a stock block, with a high lift roller cam, the wheel of the roller will expose the passenger side main, with the lifters that were available at the time.. TA now has a fully shrouded roller lifter, that eliminates this problem, as well as the new block with priority oiling for the mains. I can't imagine a scenario where I will ever do this again, but the know how and experience is there if I had to. This was 100% successful in this engine, that made in excess of 800 HP, and regularly ran to 7000 rpm. Similar systems in other engines have proven effective. Long time Buick Drag Racer Dave Mongeon has to be credited for the idea.
Here is a picture of an engine with that system, along with it's belt driven oil pump.

Pretty simple here.. to smooth the flow of oil back to the oil pan, and to help prevent cracking of the main webs, it's a good idea to do some deburing of the block.. shown here in pictures.



I also like to put a chamfer on the back of the number one cam bearing housing, anyone who has every pressed that cam bearing in from the rear, knows why.. in short, there is always some mis-alignment when pressing that bearing it with the tool, from the rear of the block, and this chamfer helps prevent skinning too much material off the bearing steel shell.
You will get a lot of varied opinions here, but here are my general guidelines, for when to fill the block with grout, and add girdles.
When to use a block girdle
- Above 550 HP in a drag race only engine
- Above 600 HP in a street strip engine
- Any engine that will see excessive use above 6000 rpm.
When to use a lifter bore girdle
- Any engine with a solid roller cam, above 650" lift. High valve spring pressures that go with that combo can break the lifter bores.
When to fill the block water passages.
With any block, in any build, that has good thick cylinder walls, a short fill (approximately 2"-3" of fill) will stabilize the bottom end. Beware of short filling blocks with questionable walls, as I have seen one instance of it breaking the block, right above the fill, in the high load areas in the middle of the cylinder.
Any stock block for "max use".. that means in excess of 750 HP, and high rpm use, street or strip, should be fully filled. It's my opinion that the cylinder block rigidity is insufficient in all cases, for any longevity. At the very least, these applications suffer from excessive cylinder wall flexing, and poor ring seal. Cooling of the water is not an issue, all the heat is in the head and very top of the cylinder. I typically leave about an inch of water in the top of the block, and then re-route the coolant into the rear of the heads, via external lines. It is not uncommon to have to add an oil cooler for street use.
Cryogenic tempering- This process strengthens the metal at a molecular level, and I have done this successfully on several max effort engines.
Here is some info on cyro tempering.
http://www.diversifiedcryogenics.com/motorsports.html
12-3-2010
The most important thing to consider with the oil pickup is to keep it submerged in oil, with proper pan baffeling, but that discussion was outside of the scope of the original post, so I didn't get into it.
Now that we have brought it into the discussion, I will say that the majority of stock to moderate performance engines get by fine with the stock pan, with an acceleration baffel welded in.
There is power to be had by moving the front of the oil pan away from the front 4 con rods, as the oil spraying off them is very much like putting a garden hose against a brick wall.. it's resisting the rotation of the crank.
Several years ago I did an oil pan test on the dyno.
I tested the following, on a 550 HP 464.
Stock oil pan
added in a crank scraper
Aftermarket oil pan with deeper front
And then with the addition of a full length windage tray.
As I recall the numbers:
The scraper was worth about 3 Hp
The aftermarket pan was worth 9HP
The full windage tray was worth 7 or 8 HP on top of the pan gain. It was also noted that the windage tray increased the oil pressure by about 6-8 psi.. we assume that was due to a reduction in airation of the oil. I was actually more interested in this, than with the increase in power.
A 17 HP gain with a pan/windage tray is impressive, but the cost of a aftermarket pan and custom build full length tray is substantial. Something to consider if the budget has more room in it for goodies.
All testing was done with 30wt oil and 170-180* oil temps, max engine rpm of 6000.
One other dyno experience I had related to oil pans.. be careful not to run too much oil. Just because you have something that is advertised as a 9 quart oil pan, doesn't mean you should run that much in it.
My experience was actually a tube chassis car pan, that would easily hold 12 quarts. I started out with 10 in it, and on the dyno, we reduced the level in the pan 1/2 quart on each pull, to a final level of 7.5 Quarts.
That 750 HP motor picked up 14 HP after the first quart was out, and about 1/2 that after the second quart was removed. Spinning the crank in oil, or even getting it to close causes massive windage issues, and robs HP big time. When all was said and done we picked up almost 25 HP by reducing the oil level.
In car testing on the strip taught us that we had to add that last half quart back in, to keep from flashing the oil pressure pro-light at the end of the strip, so we did that. But the gains were impressive, and a learning experience.
It also illustrates that when it comes to oil pans, the dynamic forces of the moving car, in acceleration and braking, have to be considered.
IN TA's 9 Quart steel pan, I never run more than 7 quarts. Same with SRE's alum deep A body pan.
